


PLC在PET注胚系统中的应用
2011-07-07
一、注塑机介绍
1.注塑成型工艺
注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐地塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。
工艺流程图
 注塑机结构图:
注塑机结构图:
2.注塑机控制特点
2.1合模
合模过程可分为三段,先是低压高速,等模具接近闭合时转换成低压高速,完全闭合后以高压锁模。
2.2注射
注射过程分为两个阶段,第一阶段是把熔融物料高速的注射入模具中的阶段,此时的压力称为注射压力,第二个阶段是材料充满模具后所加的压力称为保压压力。
注射压力过低会引起充填量不足的情况。压力过高可使制件的密度增大,收缩率减小,但过高的话则会使制件产品毛边或发生较大的残留应力,有时还会使制件脱模困难。因此在调试产品的时候,应从低压开始并逐渐地提高,以确定合适的一次注射压力。
保压压力是在物料充满模腔后至冷却固化后作用于物料上压力,在保压压力作用的整个时间称为保压时间。它的作用是在防止毛边的发生和过度充填的基础上把伴随着冷却固化中因收缩引起的体积减小的部分从喷嘴用融融料过行不断地补充,以防止制件因收缩而产生的缩痕(缩水)。其它压力设定一般比一次压力低。
2.3背压压力
在进入下一次注射前螺杆将通过旋转把熔融物料输送到料筒的前部加以储备,此时螺杆一边旋转一边将料输送到料筒前部的熔融物产生的反压力而后退。为了调整和控制螺杆后退的方式,可在螺杆上加上一定的和熔融物料相反的压力,这就是背压。螺杆背压可以提高材料的熔融的效果,同时也可以保证使熔融物料在螺杆前部的完全充满,以提高注射计量的正确性。但背压过高,将引起物料处理能力的下降,还将使物料因摩擦热增加而引起温度上升。相反,背压过低会引起注射量的计量不准。
2.4料筒温度
对料筒的温度设定时,一般是使之保持一定的温度梯度,即从后部至前部的射嘴应设定使其温度逐步增高。首先在送料段所设定的温度主要是对物料进行预备加热,压缩段的温度应高于材料的溶点,寻找和考察其物料的最佳温度可进行2-3℃范围的小幅度调节。
2.5模具温度
模具温度低,模腔内的物料冷却快,提高了成型作效率。但模温过低容易引起制件品质问题,如流痕、缩水、熔合线等。
模具温度高,由于冷却慢可以使结晶度变大,有利于提高和改善其制件的尺寸精密度和机械物性等。
2.6注射速度
注射速度可以为温度压力以外的调机手段,它能对物料粘度进行控制和调节。通过注射速度的控制和调整,可以防止和改善制件外观,如:毛边、喷射痕、银纹或焦痕等各种不良现象。
二、控制方案
注塑机的控制内容主要有机筒温度、模具温度、注射压力、注射速度、保压压力、背压压力和位置控制等。在控制装置上,采用小型可编程逻辑控制器PLC组成注塑机的控制系统,来实现包括位置控制、速度控制、压力控制、温度控制、故障控制和实时显示等注塑全过程的多种控制,可大大提高塑料制品的质量,有利于提高经济效益。
温度控制采用TrustPLC® CTSC-200系列PLC的EM231 PID温控模块。 该模块专门为温度控制应用量身订制的,内置PID温控算法,用户无需编程即可实现复杂的闭环温度控制,减轻了CPU的运算负担,控制速度更快,效果更出色。另外该模块使用特别方便,只需将设定温度和初始PID参数送给模块,模块便可自行进行PID控制并与CPU进行实时数据交换。

压力流量控制采用闭环系统,根据压力和流量反馈信号来分别控制比例压力阀和比例流量阀动作。在液压系统中,采用比例流量阀和比例压力阀,对工业环境要求不高,油路不公更广泛地适应注塑制品加工的工艺条件,促进注塑制品质量的提高,而且能利用系统调整工序中所需的压力和流量,节省了功率消耗。
位置控制采用电子尺和行程开关结合的方式。电子尺信号通过CTSC-200系列高速高精度模拟量输入模块231-7HC32采集。231-7HC32模块是针对电子尺推出的产品,其精度高达16位,单通道转换时间小于200us,而且模块本身提供2路10VDC电源输出。
三、CTSC-200系列产品的应用实例
某精密机械有限公司是一家专业制造PET注塑系统的公司,其产品广泛应用于如海口椰树、中富集团、健力宝集团、乐百氏、四川全兴、汾煌等知名制造企业。下面介绍一下其HYP系列注塑机的控制系统。
控制系统结构
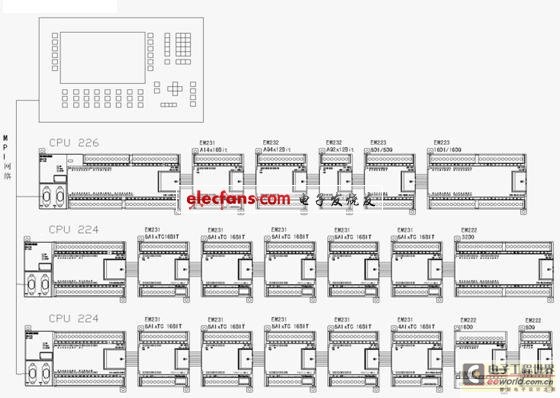
控制系统结构如图所示,包括三套PLC,全部使用CO-TRUST的TrustPLC CTSC-200高性能小型PLC。第一套PLC主要用于实现位置控制、速度控制、压力控制,另两套PLC主要用于实现温度控制。方案用小型机的投资实现了中型机的控制规模,性价比极高。
人机界面采用CO-TRUST的Copanel系列高端操作面板KP10H,与三套PLC组成MPI网络。大屏幕彩色液晶显示方便地实现对整个系统进行监视及操纵,且美观大方、操作方便。
上一篇:PLC的特殊功能应用
- CGD和QORVO将彻底改变电机控制解决方案
- 博世与清华大学续签人工智能研究合作协议 共同推进工业领域人工智能发展
- 兆易创新MCU新品重磅揭幕,以多元产品和方案深度解锁工业应用场景
- 当AI遇上边缘计算,研华以Edge AI推进嵌入式产业变革
- 研华科技:投身Edge AI创新,驱动智能未来
- 英飞凌推出全球首款非接触式支付卡技术SECORA™ Pay Green,最多减少100%的塑料垃圾
- 凝心聚力推动创新转型,清洁能源时代下特高压领域谱写更多可能性
- 恩智浦开展技术日巡回研讨会,全维赋能大众市场创新发展
- ACM6754 24V/4.8A三相无感无刷直流BLDC电机驱动芯片方案
- 罗克韦尔自动化亮相第七届进博会,三大引擎链动可持续未来
-

控制系统仿真与CAD
-

PLC功能指令应用详解
-

非线性控制理论(浙大)
-

对话ADI和世健 看工业市场发展的新机遇
-

电力工程信号处理应用
-

周公系列讲座——温度仪表
-

简洁的过零调功器电路设计与分析
-

永不缺相启动运行的电动机控制电路
-

IGBT模块通过控制门极阻断过电流
-

比较常见的功率整流器和滤波电路
-

基于M66T旋律发生器的电路图解析
-

基于CA3193的热电偶放大器电路