



自动化设备(非标)的基本调试技巧
2024-09-06 来源:elecfans
任何机械包括非标自动化设备的基本调试技巧都是'横平、竖直、同心'。首先不管调试任何一个产品,我们都要了解它的特性和客户的技术要求。
1、了解产品特性(包括外观、尺寸、公差、结构、工艺等)。
2、将零件(包含标准件和非标加工件)擦拭干净,将最核心部分的零件挑出来,从最核心的零部件开始组装调试。组装过程中应该检查测量所装部件的精度,确保横平、竖直、同心度问题。
3、对于单气缸推拉或升降部分,应保证拉要到位,推也要到位,并且不能有异常阻力。
4、旋转部分---应确保旋转部分的平衡度、垂直度、同心度。以达到摆臂,分度的精度。
5、销钉和槽销---有销钉孔和卡槽的地方应擦拭干净,选择合适的销钉(销钉材质硬度在58度以上),进行定位,销钉以单边紧配为最佳,方便拆卸和装配;卡槽精度应控制在0.02以内,以确保在二次装配时的精度,内部需做抛光处理,可防止产品刮伤、刮花。
6、送料---送料部分料道大部分依据产品而定,公差带为0.1左右.可以保证产品在料道中通过时畅通无阻。料道零部件入料方向和接又 处需倒斜角以0.2*30度为标准,具体情况依据产品而定。
7)丝杆、滑轨---在组装时应特别注意螺帽和滑轨,不可滑出丝杆和滑轨以外,避免滚珠掉出来导致产品报废或影响精度。在组装时确保零件的平行度、垂直度和同心度以后,再进行装配。以防止不合格零件在组装时将丝杆和滑轨固定变形导致报废。
8)阀门的速度调节---阀门的速度应以在不影响生产效率的前提下刚好将产品运走的速度为最佳状态。阀门速度过快会有振动或将产品抖飞;过慢会降低生产效率。(注意我们通常使用的为排气节流阀)
9)常用元器件调节及故障处理---磁性开关(常常称感应器) ,气缸感应分前感和后感。调前感应将前感推至气缸的最前端,气缸行程也应在最前端,此时感应器应处于灭灯状态,将感应器从前端往后推至刚亮则为合适。调后感方法同上.
10)振动盘、直振---振动盘和直振分为两个部分:振动部分和控制部分。振动部分主要为振动磁铁,控制部分为振动控制器,控制器上 有电源开关按钮,和电压、频率按钮。振动频率过大,产品会振掉或回走;振动过小,产品微动或不动。若振动频率和电压调至最大时,振动盘或者直振还是轻微抖动,应该检查电磁铁之间的间隙或钢片是否松动或者断裂,电磁铁中间的间隙以0.5-1mm之间最合适,请根据情况适当调整。
- 嵌入式的风向变了:2026纽伦堡嵌入式展透露这些趋势
- 高通确认不在GDC 2026发布新款骁龙G系列掌机处理器SoC
- 行业评论 从工具到平台:如何化解跨架构时代的工程开发和管理难题
- 阿里达摩院发布玄铁C950,打破全球RISC-V CPU性能纪录
- 面向嵌入式部署的神经网络优化:模型压缩深度解析
- Mujoco中添加Apriltag标签并实现相机识别教程
- 摩尔线程MTT S5000全面适配Qwen3.5三款新模型
- 英飞凌与宝马集团携手合作,基于Neue Klasse架构塑造软件定义汽车的未来
- 物理AI仿真新突破:摩尔线程与五一视界共建全栈国产化生态
- 爆火的OpenClaw! 告别云端,米尔RK3576开发板本地部署
- Altera 与 Arm 深化合作,共筑 AI 数据中心高效可编程新方案
- 莱迪思加入英伟达 Halos生态系统,通过Holoscan传感器桥接技术提升物理人工智能安全性
- 芯科科技闪耀2026嵌入式世界展 以Connected Intelligence赋能,构建边缘智能网联新生态
- 边缘计算主机盒选购指南:五大核心指标解析
- Arm AGI CPU 更多细节:台积电 3nm 制程、Neoverse V3 微架构
- Arm AGI CPU 重磅发布:构筑代理式 AI 云时代的芯片基石
- Arm 拓展其计算平台矩阵,首次跨足芯片产品
- 阿里达摩院发布RISC-V CPU玄铁C950,首次原生支持千亿参数大模型
- 边缘 AI 加速的 Arm® Cortex® ‑M0+ MCU 如何为电子产品注入更强智能
-

【TI MSPM0 应用实战】智能小车+工业角度编码器+血氧仪+烟雾探测器!硬核参考设计详解!
-

FollowMe 第二季:3 - EK_RA6M5 开发板入门
-

FollowMe 第二季: 1 Adafruit Circuit Playground Express及任务讲解
-

Azure RTOS step by step workshop
-

2022 Digi-Key KOL 系列: 你见过1GHz主频的单片机吗?Teensy 4.1开发板介绍
-

从0到1:树莓派与物联网教程(英文)
-
1瓦线性调频增强器
-

12V 转 28V DC-DC 变换器(基于 LM2585)
-

红外遥控音量控制
-
LM317过压保护
-
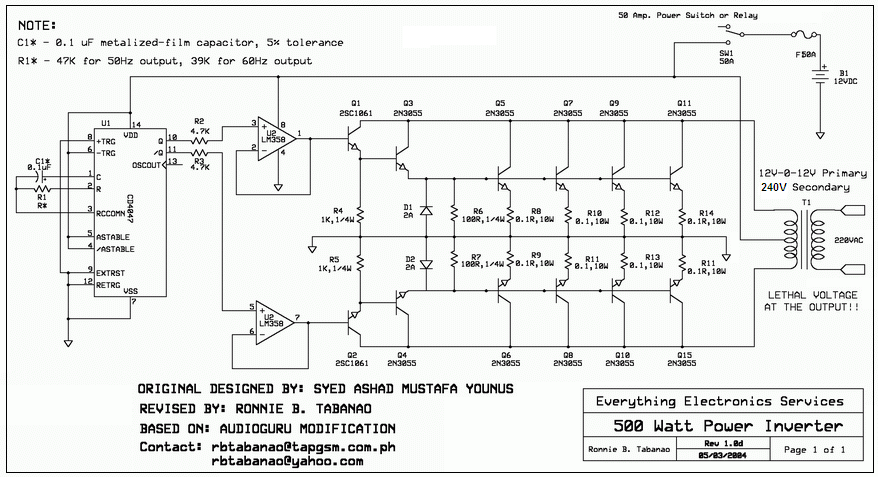
12V转110V/220V 500W逆变器
-
DS1669数字电位器